以下是:tpep防腐螺旋钢管厚度标准的产品参数
| 质量等级 | 一级 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 适用领域 | 化工 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 国标 |
|---|
| 品牌 | 鑫邦源 |
|---|
| 产地 | 山东 |
|---|
选购tpep防腐螺旋钢管厚度标准来辽宁省阜新市找鑫邦源特钢有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:颜经理-15963170288,{QQ:1143544302},地址:[聊城经济开发区钢管城2排5号发货到辽宁省 阜新市 新邱区、太平区、清河门区、细河区、彰武县]。 辽宁省,阜新市 阜新市,辽宁省辖地级市,位于中国东北地区南部、辽宁西北部的内蒙古高原和辽河平原的中间过渡带,全境呈现长矩形,地势西北高,东南低;西南高,东北低,总面积10355平方千米。截至2022年10月,辖5个区和2个县。截至2022年底,全市户籍总人口178.8万人。
想要了解tpep防腐螺旋钢管厚度标准产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:tpep防腐螺旋钢管厚度标准的图文介绍


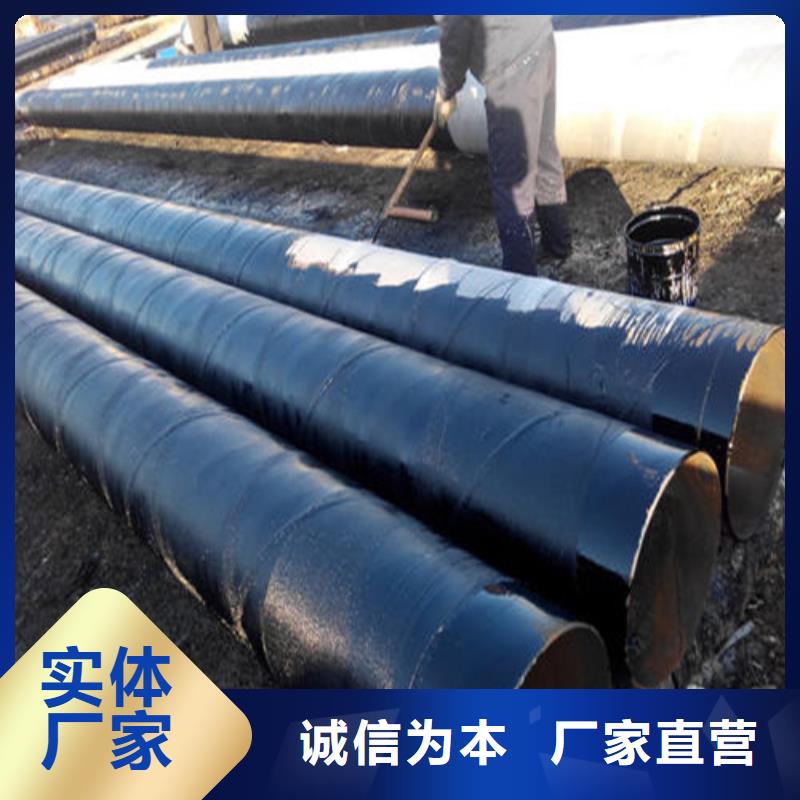
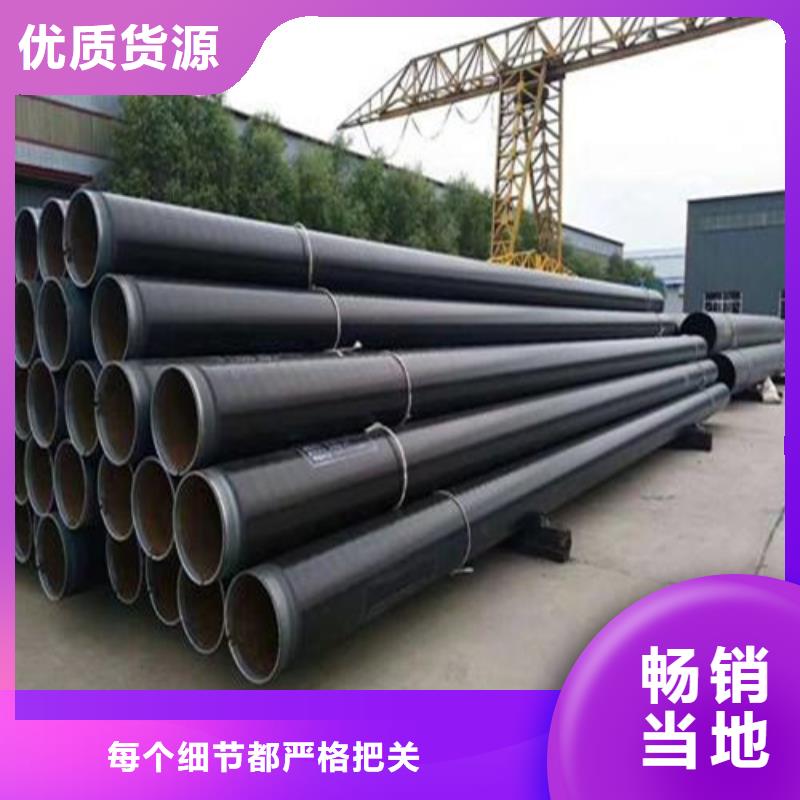
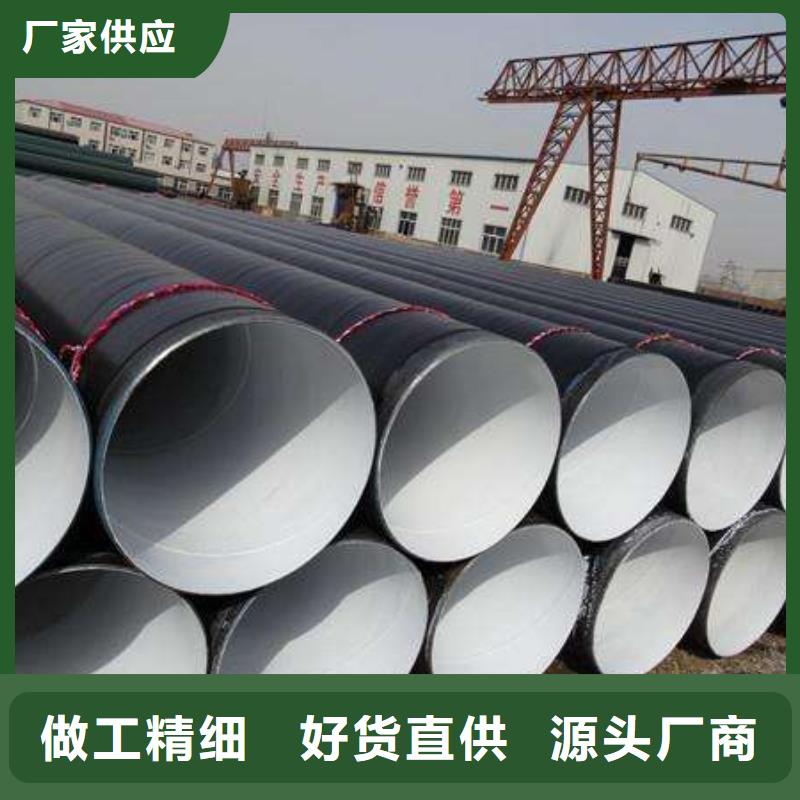
公司可承担钢质管道的单层和双层熔结环氧粉末(FBE)、双层聚乙烯(2PE)和三层聚乙烯(3PE)、双层聚(2PP)、和三层聚(3PP)、环氧煤沥青一布三油或(二布四油)钢管防腐、聚氨酯预制直埋保温管、黑黄夹克保温管、IPN8710高分子环氧防腐,内外喷涂环氧系列钢管防腐,互穿网络涂料环氧树脂防腐,高密度聚乙烯防腐,钢管内壁水泥砂浆衬里防腐、钢塑复合管,衬塑冷水用钢管,衬塑热水用钢管,钢管外镀锌内衬塑防腐,卫生级标准衬塑防腐,防腐管件、钢管防腐系列涂料、预制直埋管件保温防腐等 公司生产各种防腐涂料,主要产品有IPN8710聚氨酯聚乙烯防腐涂料、环氧煤沥青防腐涂料、无溶剂环氧树酯防腐涂料;可承接钢管内壁、外壁环氧煤沥青一布三油或(二布四油)钢管防腐、钢管内壁水泥砂浆衬里防腐管、IPN8710防腐加工。公司工艺设备先进,检测手段齐全。拥有先进的检测设备,建立了完善的质量保证体系,并通过了ISO9001:2000国际质量体系认证。产品广泛用于输油管道、天然气管道、城镇供热管道、供水管道、电力等防腐工程。参与完成我国众多长距离输油、输气、输水管线防腐保温工程,参与完成出口印尼、苏丹、沙特、南非管道防腐工程,产品质量和服务受 到用户的一致好评。



鑫邦源特钢有限公司坚持“低成本、高质量,一切为用户”的经营理念,秉承“为用户服务无止境”的服务信念,充分顾及 辽宁阜新精轧钢管用户的利益和需要,想用户所想、急用户所急,为用户的 辽宁阜新精轧钢管正常使用做好我们的服务工作,赢得了广大用户的信任和支持。

tpep防腐螺旋钢管厚度标准


存储保温钢管应该注意的问题
保温钢管是外层镀上聚氨酯保温层以后的钢管的一种统称,由于是经过加工后的钢管,因此不管是存储还是运输,不仅靠考虑到防止钢管本身的损坏,还要考虑聚氨酯保温层完好无损,因此在存放保温钢管的时候一定要注意以下问题。
一、聚乙烯管易老化,如露天存放宜用篷布等物遮盖,堆放处应远离高热源和火源,制成保温管后,禁止暴晒、骤冷,否则聚乙烯管易开裂,影响产品性能和使用寿命。
二、运输和穿管过程中,应避免野蛮装卸,挂钩过细、过硬、用力过猛,否则易造成聚乙烯管摔坏、划伤或撕裂。
三、管材壁厚可调整,壁厚、颜色可按用户要求生产。



防腐管道的焊接和试验评,焊接性及其试验评定
1.焊接:通过加热或加压,加或不加填充材料,使两个物体进行原子间的结合形成不可分割的整体的工艺过程。
2.焊接性:指同质材料或异质材料在制造工艺条件下,能够焊接形成完整接头并满足预期使用要求的能力。
3.影响焊接性的四大因素是:材料,设计,工艺及服役环境。
4.评定焊接性的原则主要包括:①评定焊接接头产生工艺缺陷的倾向,为制定合理焊接工艺提供依据;②评定焊接接头能否满足结构使用性能的要求;设计新的焊接试验方法就符合下述原则:可比性,针对性,再现性和经济性。
5.碳当量:把钢中合金元素的含量按相当于若干碳含量折算并叠加起来,作为粗略评定钢材冷裂纹倾向的参数指标。
6.斜Y型坡口对接裂纹试验:目的是主要用于鉴定低合金高强钢 层焊缝和HAZ形成冷裂纹倾向,也可用于拟定焊接工艺。1)试件制备,被焊钢材板厚δ=9-38mm。对接接头坡口用机械方法加工,试板两端各在60mm范围内施焊拘束焊缝,采用双面焊。注意防止角变形和未焊透。保证中间待焊试样焊缝处有2mm间隙。2)试验条件:试验焊缝选用的焊条就与母材相匹配,所用焊条应严格烘干,焊条直径4mm,焊接电流(170±10)A,焊接电压(24±2)V,焊接速度(150±10)mm/min。试验焊缝可在各种不同温度下施焊,试验焊缝只焊一道,不填满坡口。焊后静置和自然冷却24h后截取试样和进行裂纹检测。3)检测与裂纹条率计算。用肉眼或手持5-10倍放大镜来检测焊缝和热影响区的表面和断面是否有裂纹。一般认为低合金钢“小铁研”试验表面裂纹率小于20%时,一般不产生裂纹。
7.插销试验:目的,主要评定钢材的氢致延迟裂纹倾向,附加其他设备,也可以测定再热裂纹敏感性和层状敏感性。1)试件制备,将被焊钢材加工或圆柱的插销试棒,沿轧制方向取样并注明插销在厚度方向的位置。试棒上端附近有环形或螺形缺口。将插销试棒插入底板相应的孔中,使带缺口一端与底板表面平齐。对于环形缺口的插销试棒,缺口与端面的距离a应使焊道熔深与缺口根部所截平面相切或相交,但缺口根部圆周被熔透的部分不得超过20%。对于低合金钢,a值在焊接热输入为E=15KJ/cm时为2mm。2)试验过程,按选定的焊接方法和严格控制的工艺参数,在底板上熔一层堆焊焊道,焊道中心线通过试样的中心,其熔深应使缺口 位于热影响区的粗晶区,焊道长度L约100-150mm。施焊时应测定800-500℃的冷却时值t8/5值,不预热焊接时,焊后冷却至100-150℃时加载;焊前预热时,应在高于预热温度50-70℃时加载。载荷应在1min之内且在冷却至100℃或高于预热温度50-70℃之前施加完毕。如有后热,应在后热之前加载。当试棒加载时,插销可能在载荷持续时间内发生断裂,记下承载时间。

联系人:颜经理,电话:15963170288,鑫邦源特钢有限公司在辽宁省阜新市本地专业从事tpep防腐螺旋钢管厚度标准,辽宁省阜新市各个县市以及周边城市均可提供送货上门服务!